


vmc1060 โรงงานโลหะ 3 แกนแนวตั้งเครื่องกัดซีเอ็นซีศูนย์
ความได้เปรียบ
1. อุปกรณ์เสริมจานเสียง CNC สามารถสร้างการประมวลผลการเชื่อมโยงพิกัดสี่แกนและห้าแกน
2. อุปกรณ์กำจัดเศษอัตโนมัติเสริมพร้อมโครงสร้างเตียงเพื่อความสะอาดภายในการระบายความร้อนด้วยน้ำมันแกนหมุนเสริม ฯลฯ
3. การหล่อต้องผ่านการบำบัดรักษา 2 ครั้งเพื่อขจัดความเครียดที่ตกค้างในวัสดุ
4. X, Y, Z-direction guide สามารถเลือกไกด์บอลเชิงเส้นสำหรับงานหนักของไต้หวัน ซึ่งมีคุณลักษณะของความเร็วที่รวดเร็ว ความแข็งแกร่งสูง และอื่นๆ

ข้อมูลจำเพาะ
| สิ่งของ | VMC1060 | ||||
| ขนาดของโต๊ะทำงาน (ยาว×กว้าง) mm | 1300×600 | ||||
| ช่อง T (มม.) | 5-18×100 | ||||
| น้ำหนักบรรทุกสูงสุดบนโต๊ะทำงาน (KG) | 650 | ||||
| การเดินทางแกน X (มม.) | 1000 | ||||
| การเดินทางแกน Y (มม.) | 600 | ||||
| การเดินทางแกน Z (มม.) | 600 | ||||
| ระยะห่างระหว่างแกนหมุนจมูกและโต๊ะ (มม.) | 100-700 | ||||
| ระยะห่างระหว่างแกนกลางและคอลัมน์ (มม.) | 667 | ||||
| เรียวแกน | BT40/50 | ||||
| แม็กซ์ความเร็วแกนหมุน (รอบต่อนาที) | 8000/10000/12000 | ||||
| กำลังมอเตอร์แกนหมุน (Kw) | 11/15 | ||||
| ความเร็วในการป้อนอย่างรวดเร็ว: แกน X, Y, Z (ม./นาที) | 16/16/16 (24/24//24 liner guidway) | ||||
| ความเร็วตัดเร็ว (ม./นาที) | 10 | ||||
| ความแม่นยำของตำแหน่ง (มม.) | ±0.005 | ||||
| ความแม่นยำของตำแหน่งซ้ำ (มม.) | ±0.003 | ||||
| ประเภทเปลี่ยนเครื่องมืออัตโนมัติ | เครื่องมือเปลี่ยนหัวเครื่องมือ 16 ชนิด (ตัวเปลี่ยนเครื่องมืออัตโนมัติแบบแขน 24 แบบเสริม) | ||||
| แม็กซ์ความยาวเครื่องมือ (มม.) | 300 | ||||
| แม็กซ์เส้นผ่านศูนย์กลางของเครื่องมือ | Φ80 (เครื่องมือที่อยู่ติดกัน)/φ150 (ไม่ใช่เครื่องมือที่อยู่ติดกัน) | ||||
| Max.tool น้ำหนัก (กก.) | 8 | ||||
| เวลาเปลี่ยนเครื่องมือ (เครื่องมือต่อเครื่องมือ) วินาที | 7 | ||||
| ความกดอากาศ (Mpa) | 0.6 | ||||
| น้ำหนักเครื่อง (กก.) | 7500 | ||||
| ขนาดโดยรวม (มม.) | 3340*2800*2700 | ||||
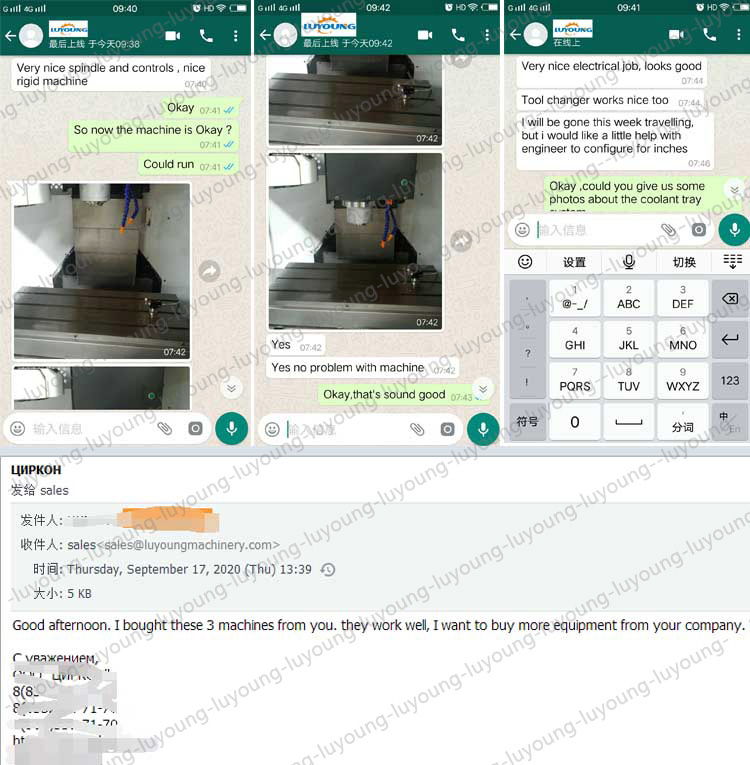
ทำไมถึงเลือกพวกเรา
เราได้รับการตอบรับที่ดีจากลูกค้ามากมาย เช่น
แกนหมุนและปุ่มควบคุมดีมาก เครื่องแน่นดีงานไฟฟ้าสวยมาก ดูดี
เครื่องมือเปลี่ยนเครื่องมือทำงานได้ดีเช่นกัน
ฉันซื้อ 3 เครื่องจากคุณพวกเขาทำงานได้ดี ฉันต้องการซื้ออุปกรณ์เพิ่มเติมจากบริษัทของคุณ
การทดสอบเครื่อง
1. การตรวจจับความถูกต้องของตำแหน่งการเคลื่อนที่เชิงเส้นควรดำเนินการภายใต้สภาวะที่ไม่มีโหลด และการวัดด้วยเลเซอร์จะมีผลเหนือกว่า
2. การตรวจจับความแม่นยำของตำแหน่งซ้ำของการเคลื่อนที่เชิงเส้น เครื่องมือที่ใช้สำหรับการตรวจจับจะเหมือนกับที่ใช้ในการตรวจจับความแม่นยำของตำแหน่ง
3. การตรวจจับความแม่นยำในการย้อนกลับของจุดกำเนิดของการเคลื่อนที่เชิงเส้น
4. การตรวจจับข้อผิดพลาดการเคลื่อนที่เชิงเส้นจะวัดหลายครั้ง (โดยทั่วไป 7 ครั้ง) ที่ตำแหน่งสามตำแหน่งใกล้กับจุดกึ่งกลางและปลายทั้งสองของจังหวะและคำนวณค่าเฉลี่ยของแต่ละตำแหน่งและค่าสูงสุดของค่าเฉลี่ยที่ได้รับคือ ค่าความผิดพลาดผกผัน






